 Admin
Admin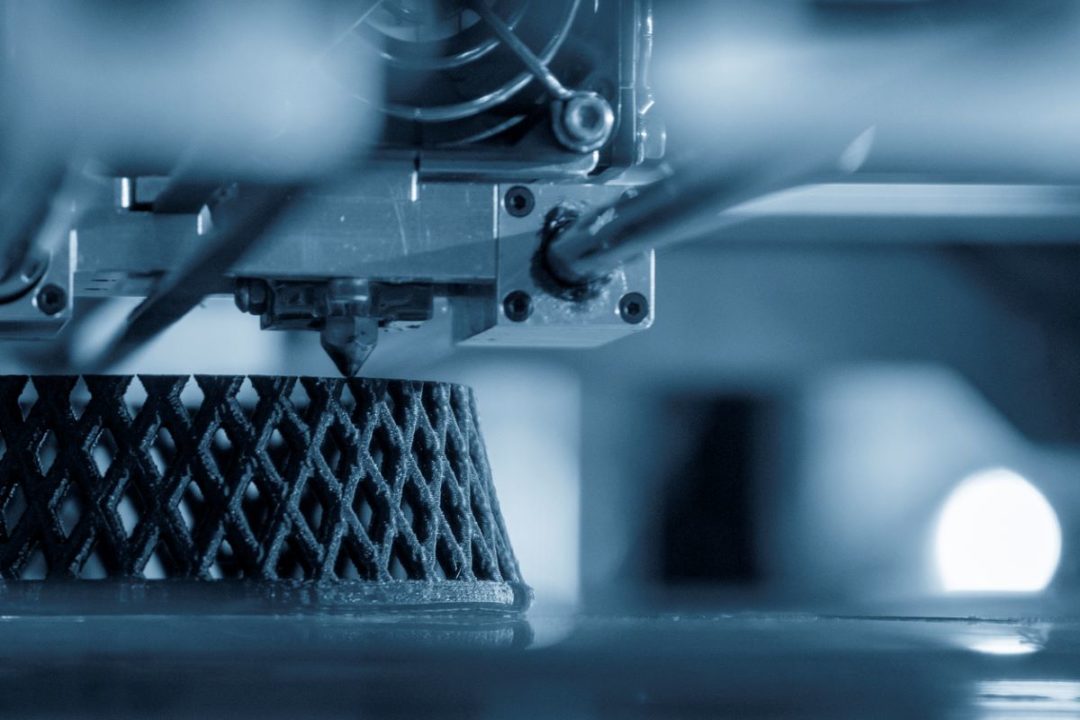
3D printing uses digital files to create solid objects by placing sequential material layers.
3D printing, also known as additive manufacturing, is defined as a process in which a digital file is used to create a three-dimensional solid object. In the 3D printing process, sequential layers of material are laid down by the ‘printer’ until object creation is completed. This article covers the working, software, and applications of 3D printing.
What Is 3D Printing?
3D printing, also known as additive manufacturing, is a process in which a digital file is used to create a three-dimensional solid object. In the 3D printing process, sequential layers of material are laid down by the ‘3D printer’ until object creation is completed.
3D-printed objects are created through an additive process, where the printer places layer after layer of material until the desired thing is ‘printed’. Each layer can be considered a finely sliced cross-section of the printed item. With 3D printing, users can produce complicated shapes without consuming as much material as traditional manufacturing methods require.
The operation style of 3D printing is the opposite of ‘subtractive manufacturing’, where the material is cut out or hollowed using equipment such as a milling machine. Conversely, additive manufacturing does not need a mold or material block to create physical objects. Instead, it stacks layers of material and fuses them together.
3D printing offers swift product creation, low expenses for the initial fixed infrastructure, and the ability to create complicated geometries using several material types, something traditional manufacturing solutions might not be capable of as efficiently.
How Does 3D Printing Work?
The ISO/ASTM 52900, related to the general principles and terminologies in additive manufacturing, categorizes 3D printing processes into seven distinct groups. Each type of 3D printing works a little differently.
The time taken to print a 3D object depends on the type of printing, the output size, the type of material, the desired quality, and the setup configuration. 3D printing can take anywhere from a few minutes to a few days.
The different types of 3D printing are:
1. Powder bed fusion
In powder bed fusion (PBF), thermal energy, in the form of an electron beam or laser, selectively fuses specific areas of a powder bed to create layers. These layers are built on one another until a part is made.
PBF may include sintering or melting processes; however, the primary operation method remains the same. First, a recoating roller or blade places a fine layer of powder on the build platform. Next, the surface of the powder bed is scanned using a heat source. This source selectively increases particle temperature to bind specific areas.
Once the heat source scans a cross-section or layer, the platform descends to let the process be repeated for the next layer. The final output is a volume with fused parts, with the surrounding powder remaining unaffected. The platform then ascends to allow retrieval of the completed build. Powder bed fusion includes several standard printing methods, such as selective laser sintering (SLS) and direct metal laser sintering (DMLS).
SLS is regularly leveraged for manufacturing polymer parts for prototypes and functional components. SLS printing takes place with the powder bed as the sole support structure. The lack of additional support structures allows for the creation of complex geometries. However, produced parts often feature inner porosity and a grainy surface and generally require post-processing.
SLS is similar to selective laser melting (SLM), electron beam powder bed fusion (EBPBF), and direct metal laser sintering (DMLS). However, these processes are used for creating metal parts and rely on a laser for fusing powder particles, one layer at a time.
DMLS increases the temperature of the particles only up to the point of fusion, whereby they combine at a molecular level. On the other hand, SLM completely melts metal particles. Both these techniques are heat-intensive and thus require support structures. Once the process ends, the support structures are removed using CNC machining or manually. Parts are then thermally treated to address residual stresses during post-processing.
These metal 3D printing techniques create components with high-quality physical properties, sometimes even more robust than the base metal used. The surface finish is often excellent as well. In terms of material, these techniques can process metal superalloys and ceramics that can be hard to use in other processes. However, both DMLS and SLM are cost-intensive, and the system’s volume constrains the output size.
2. VAT photopolymerization
VAT photopolymerization can be split into two methodologies: digital light processing (DLP) and stereolithography (SLA). Both these processes create components one layer at a time by using a light source to selectively cure liquid material (usually resin) stored in a vat.
DLP works by ‘flashing’ an image of each complete layer onto the surface of the liquid in the vat. On the other hand, SLA relies on a single-point UV source or laser to cure the liquid. Excess resin has to be cleaned off the output once printing is completed, after which the item must be exposed to light to improve its strength further. Support structures, if any, will need to be removed post-processing, and one can further process the part to create a higher quality finish.
These methods are best-suited for output that requires high-level dimensional accuracy, as they can create intricately detailed items with an excellent finish. DLP and SLA are, therefore, well-suited for the production of prototypes.
However, these methods’ output is often brittle, making them less suited for functional prototypes. These parts’ color and mechanical properties are also likely to degrade in the sun’s UV light, making them unsuitable for outdoor use. Finally, support structures are often required and might leave blemishes, which one can remove through post-processing.
3. Binder jetting
Binder jetting works by depositing a fine layer of powdered material, such as polymer sand, ceramic, or metal, onto the build platform. After this, a print head deposits adhesive drops to bind these particles. The part is hence built layer by layer.
Metal parts must be thermally sintered or infiltrated with a metal that has a low melting point, such as bronze. Parts made of ceramic or full-color polymer can be saturated using a cyanoacrylate adhesive. Post-processing is generally required to finish the output.
Binder jetting has numerous applications, including large-scale ceramic molds, full-color prototypes, and 3D metal printing.
Leave A Reply
Your email address will not be published. Required fields are marked *